30/06/2016
Los gráficos de control P son herramientas estadísticas esenciales para el control de calidad, utilizados para monitorear la proporción o porcentaje de defectos en un proceso. A diferencia de otros gráficos de control que se enfocan en el número de defectos, los gráficos P se centran en la proporción de unidades defectuosas dentro de un lote de muestra. Su aplicación es versátil y abarca diversos sectores, desde la manufactura hasta la atención médica.

- ¿Qué significa la 'P' en un gráfico de control P?
- Construyendo un Gráfico de Control P: Pasos Clave
- Interpretación de un Gráfico de Control P
- Ventajas del uso de Gráficos de Control P
- Comparación con otros Gráficos de Control
- Consultas Habituales sobre los Gráficos de Control P
- Aplicaciones de los Gráficos de Control P
¿Qué significa la 'P' en un gráfico de control P?
La 'P' en gráfico de control P representa la proporciónde defectos. Se trata de una medida que expresa la relación entre el número de unidades defectuosas y el número total de unidades inspeccionadas en una muestra. Esta proporción se utiliza para calcular los límites de control superior e inferior del gráfico, permitiendo así monitorear la estabilidad del proceso y detectar variaciones anormales.
Construyendo un Gráfico de Control P: Pasos Clave
Construir un gráfico de control P efectivo requiere seguir estos pasos:
- Definir el proceso y el atributo a monitorear: Identifica claramente el proceso que se va a controlar y el atributo específico que se considera como defecto. Debe ser un atributo claro y medible.
- Determinar el tamaño de la muestra (n): El tamaño de la muestra debe ser consistente en cada subgrupo. Un tamaño de muestra adecuado permite una estimación más precisa de la proporción de defectos.
- Recolectar datos: Se recolectan datos de múltiples subgrupos, registrando el número de unidades defectuosas (d) y el número total de unidades inspeccionadas (n) en cada subgrupo.
- Calcular la proporción de defectos (p): Para cada subgrupo, se calcula la proporción de defectos usando la fórmula: p = d/n
- Calcular la media de las proporciones (p): Se calcula la media de todas las proporciones de defectos de los subgrupos.
- Calcular la desviación estándar de las proporciones: Se calcula la desviación estándar de las proporciones de defectos, utilizando la siguiente fórmula: σp = √[p(1-p)/n]
- Calcular los límites de control: Los límites de control se calculan utilizando la media de las proporciones y la desviación estándar. Los límites de control superior (LCS) e inferior (LCI) para un gráfico P se definen como: LCS = p + 3σp y LCI = p - 3σp
- Graficar los datos: Se grafican las proporciones de defectos (p) para cada subgrupo, junto con los límites de control superior e inferior.
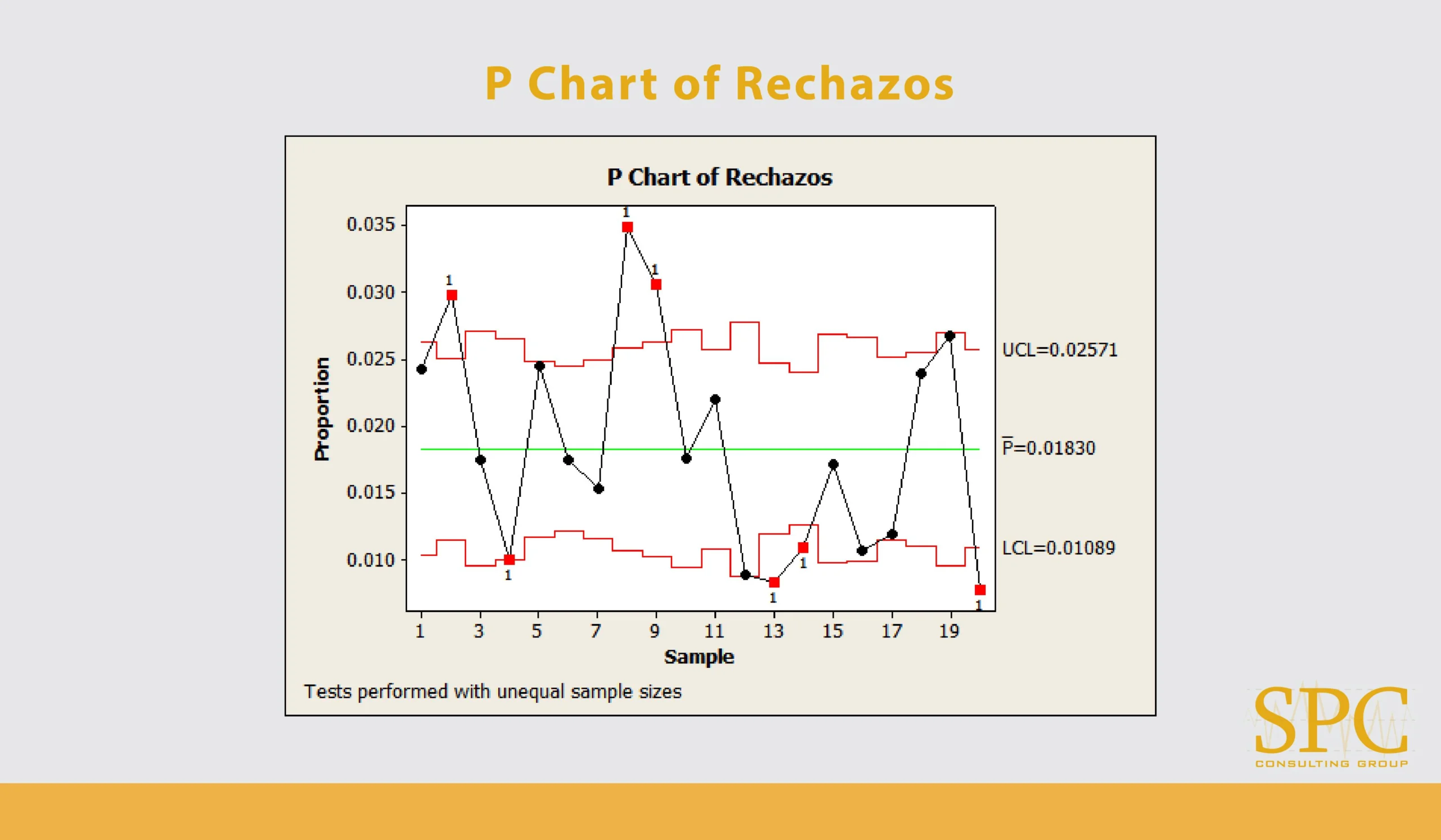
Interpretación de un Gráfico de Control P
Un gráfico de control P bien construido permite una interpretación sencilla. Si todos los puntos se encuentran dentro de los límites de control, se considera que el proceso está bajo control estadístico, es decir, la variación observada es aleatoria y no se debe a causas especiales. Si un punto cae fuera de los límites de control o se observa un patrón no aleatorio (por ejemplo, tendencias, corridas o ciclos), esto indica que el proceso podría estar fuera de control y se requieren acciones correctivas.
Ventajas del uso de Gráficos de Control P
- Monitoreo continuo: Permite un monitoreo continuo del proceso, detectando problemas potenciales antes de que se conviertan en graves.
- Identificación de causas especiales: Ayuda a identificar las causas especiales de variación que afectan la calidad del proceso.
- Mejora continua: Facilita la toma de decisiones basada en datos, impulsando la mejora continua del proceso.
- Comunicación efectiva: Proporciona una forma clara y visual de comunicar el estado del proceso a todas las partes interesadas.
Comparación con otros Gráficos de Control
Existen otros tipos de gráficos de control, como los gráficos de control np (número de defectos) y los gráficos de control c (número de defectos por unidad), cada uno adecuado para diferentes situaciones. La elección del gráfico de control adecuado depende del tipo de datos y del objetivo del control de calidad.
| Gráfico | Tipo de Dato | Objetivo |
|---|---|---|
| Gráfico P | Proporción de defectos | Monitorear la proporción de unidades defectuosas |
| Gráfico np | Número de defectos | Monitorear el número de defectos en una muestra de tamaño fijo |
| Gráfico C | Número de defectos por unidad | Monitorear el número de defectos en una unidad de producto |
Consultas Habituales sobre los Gráficos de Control P
¿Qué hacer si un punto cae fuera de los límites de control? Si un punto cae fuera de los límites de control, se debe investigar la causa raíz de la variación. Esto puede involucrar la revisión de los procedimientos, el equipo, el material o el personal involucrado en el proceso. Una vez identificada la causa raíz, se implementan las acciones correctivas necesarias.
¿Qué tamaño de muestra es recomendado para un gráfico de control P? El tamaño de la muestra debe ser lo suficientemente grande para proporcionar una estimación precisa de la proporción de defectos, pero también lo suficientemente pequeño para que la recolección de datos sea práctica. Un tamaño de muestra entre 50 y 100 unidades suele ser un buen punto de partida.

¿Cómo se interpretan los patrones no aleatorios en un gráfico de control P? Los patrones no aleatorios, como tendencias, corridas o ciclos, indican que hay una causa especial que afecta la variación del proceso. Se debe investigar la causa raíz de estos patrones e implementar acciones correctivas para eliminarlos.
Aplicaciones de los Gráficos de Control P
Los gráficos de control P encuentran aplicación en una amplia gama de industrias y procesos, incluyendo:

- Manufactura: Control de calidad de productos manufacturados.
- Atención médica: Monitoreo de tasas de infección o errores médicos.
- Servicios: Evaluación de la satisfacción del cliente o la eficiencia de los procesos de servicio.
- Industria alimentaria: Control de la calidad de los productos alimenticios.
Los gráficos de control P son una herramienta poderosa para mejorar la calidad y la eficiencia de los procesos. Su aplicación correcta requiere una comprensión adecuada de los conceptos estadísticos y una interpretación cuidadosa de los resultados. El monitoreo continuo y la toma de acciones correctivas oportunas son cruciales para maximizar los beneficios de utilizar gráficos de control P.